Термообработка сварных соединений трубопровода

Неравномерный нагрев различных зон влечет за собой неоднородность свойств на разных участках шва независимо от толщины сварочных элементов. В результате чего существенно снижается прочность, переносимость разных температур и устойчивость к коррозийным процессам. Кроме того, остаточные напряжения могут повлечь за собой разрыв соединения. Для предотвращения этого, после завершения сварки используют термообработку. В случае нагрева только шва, термообработка называется местной, и полной, когда нагревается вся конструкция.
Виды термообработки:
Нормализация
Включает в себя нагрев сварного соединения до температуры выше критической точки, небольшую выдержку и охлаждение. При этом удается снизить остаточное напряжение, повысить пластичность, прочность и ударную вязкость. Стоит подчеркнуть, что нормализация, обычно, проводится на открытом воздухе.
Высокий отпуск
Заключается в нагреве сварного соединения до температур, близких к нижней критической точке свариваемости стали, выдержке при этой температуре в течение 1-5 ч с последующим медленным охлаждением. При этом на 70-80% снижается уровень остаточных напряжений, уменьшается и выравнивается поверхностная твердость, повышаются механические свойства сварного соединения. Часто высокий отпуск используют в условиях монтажа конструкций.
Термический отдых
Применяют для сварных соединений толстостенных конструкций, для которых проблематично выполнить термообработку в режиме высокого отпуска. Суть процесса заключается в нагреве свариваемого материала до 250-300 °С, с дальнейшей выдержкой несколько часов. Как результат – уменьшается содержание водорода в сварных швах и снижается уровень остаточных напряжений, шов становится прочнее.
Стабилизирующий отжиг
Готовый шов нагревают до 800 градусов. На протяжении трех часов температура поддерживается на одном уровне. Снижается риск образования ржавчины.
Аустенизация
Перед сваркой детали разогревают до 1100 градусов. Выдержка при такой температуре составляет 90 минут. Процесс охлаждения происходит на свежем воздухе. Механические свойства улучшаются, остаточное напряжение исчезает.
Поможем определиться с выбором способа термической обработки

Выбор вида и способа термической обработки сварного шва напрямую зависит от свариваемого материала: для разных видов металлов подходят определенные способы и виды термообработки.
Для заказа услуги по термообработке сварных швов вам необходимо предоставить следующую информацию:
Проект

Дефектная ведомость

Марка стали

Диаметр трубы

Количество стыков

Вид сварного шва
Наши преимущества
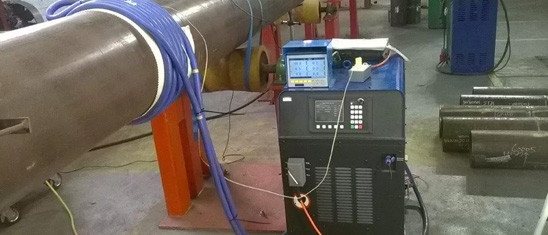
Мобильная установка

Опытные специалисты

Оперативный выезд на заказ